偏光片貼附LCD/OLED上下面,起偏光作用,偏光片使自然光變成線偏振光。
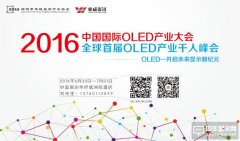
貼片工序原理
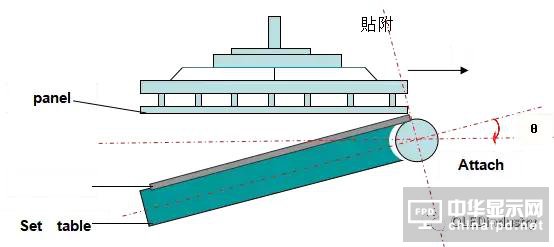
貼片工序主要是將偏光片表面的離心膜剝離之后,承載單元移動過程中, 貼附Roller將偏光片貼在panel上下表面。(貼附動作如圖)
貼片動作圖示
偏貼設(shè)備構(gòu)成和性能指標(biāo)
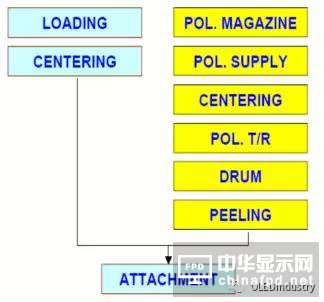
偏光片貼片機主要由清掃,對位,剝離,貼附,翻轉(zhuǎn)等結(jié)構(gòu)單元組成。
布局圖

51.CELL T/R&ALIGN 52.ATTACH DRUM
53.PEELING UNIT 55.U/LOADING C/V
56.SET TABLE 57.POL.T/R
58.POL.MAGAZINE 59.BUFFER TRANSFER
60.UNTILTING STAGE 62.ROTATE STAGE
工藝流程圖
主要性能指標(biāo)
偏貼的主要工藝參數(shù)
偏光片貼片工序主要參數(shù)有:貼附速度,貼附壓力,起貼位置,貼附Gap值,貼附角度等,工藝品質(zhì)主要貼片精度控制,貼片氣泡大小,Particle控制和前端貼附痕控制。
貼片動作示意圖
1.主要工藝參數(shù)
貼附速度 260mm/s
貼附壓力: 2.8±0.2
起貼位置: 偏光片外邊線0.8mm
貼附Gap值: 0.04mm~0.06mm
貼附角度: θ=15°±5°
#p#分頁標(biāo)題#e#2. 工藝質(zhì)量評價
貼片精度控制:±0.1mm
貼片氣泡大小:≤30㎛
Particle ≤30㎛
前端貼附痕: 偏光片前端0.5mm以內(nèi)無貼附痕
Static Electricity :
Below 300V (Value measured 15seconds after starting)
獨立清洗、貼片設(shè)備介紹
產(chǎn)品小于3英寸,使用Dipping方式清洗、獨立偏光片貼附設(shè)備完成生產(chǎn)。
浸入式清洗機
1.1清洗目的
本清洗機是用來清洗產(chǎn)品表面,去除表面雜質(zhì)并烘干,為后續(xù)貼片工序做好準(zhǔn)備。
1.2清洗原理
先利用洗劑、DIW加上超聲震蕩,使表面雜質(zhì)脫落融入洗劑,再利用DIW加超聲震蕩、熱烘去除表面殘留的洗劑、水份等,達(dá)到清洗目的。
1.3清洗設(shè)備構(gòu)成和主要性能指標(biāo)
清洗設(shè)備構(gòu)成如下:
投入段 => 洗凈段 => 熱烘段 => 取出段
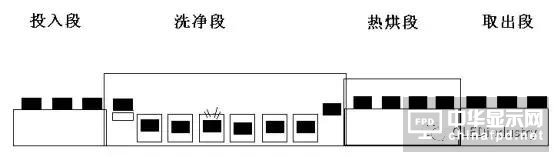
清洗機構(gòu)成圖
各機構(gòu)簡單說明和主要性能指標(biāo)如下:
投入段:
2-3個承載位置,傳感器感知工裝籃有無,采用氣缸升降移載方式投入,作動:Z向氣缸上升 → X向氣缸右移 → Z向氣缸下降 → X向氣缸退回原點 → 依循此方式將工裝籃投入到洗凈承載座上.注:本機構(gòu)設(shè)有程序保護功能及SENSOR檢知。
洗凈段:
主要構(gòu)成;承載位1個,洗劑槽2個,噴淋槽1個,洗凈槽2個,慢提拉槽1個。
承載位:1個,工裝籃移入承載位置之后,立刻送入后段洗劑槽。
洗劑槽:2個,使用洗劑(人工添加)+純水,配超聲震蕩加強清洗效果,超聲強度最大1800W,頻率40/80kHz雙頻選擇,洗劑槽溫度設(shè)置在40-50度。
噴淋槽:1個,噴淋純水,純水來自后段洗凈槽,噴淋時需要左右往復(fù)移動以增強噴淋效果,溫度在40-50度。
洗凈槽:2個,純水,配超聲震蕩加強清洗效果,超聲強度最大1800W,頻率40/80kHz雙頻選擇,洗劑槽溫度設(shè)置在50-70度。
慢提拉槽:1個,工裝籃內(nèi)玻璃基板自純水中緩慢上升利用水的表面張力將附著水珠引下,以降低含水量而加速水份蒸發(fā)。
熱烘段:
熱烘段構(gòu)成:熱烘承載位置1個,熱烘工位2-4個。#p#分頁標(biāo)題#e#
洗凈后的工裝籃移至熱烘承載位置,設(shè)備自動將其移入熱烘工位,進行熱烘處理,利用熱風(fēng)循環(huán)達(dá)到烘干水份的效果,處理溫度可設(shè)置,一般在70度左右。采用氣缸升降移載方式移動。
取出段:同投入段。
1.4清洗主要工藝參數(shù)和工藝質(zhì)量評價
主要工藝參數(shù)有:
節(jié)拍時間:通常360秒,可以根據(jù)實際生產(chǎn)需要調(diào)節(jié)。
超聲強度:最大1800W,雙頻設(shè)置,根據(jù)實際生產(chǎn)效果調(diào)節(jié)選擇最佳的組合。
清洗溫度:洗劑槽溫度設(shè)置在40~50度;洗凈槽溫度設(shè)置在50~70度;慢提拉槽在75度左右;熱烘處理溫度70度左右。生產(chǎn)中會根據(jù)實際清洗狀況作調(diào)整。
工藝質(zhì)量評價:
洗出后產(chǎn)品表面潔凈無顆粒而且完全干燥。如果清洗不完全,需要調(diào)整清洗機的清洗條件,或者返工處理。
清洗過程中需要監(jiān)控清洗劑槽的PH值,限制在一定的范圍內(nèi),否則會對產(chǎn)品的質(zhì)量有嚴(yán)重的影響。
1.5工藝生產(chǎn)所需的材料特性和工藝評估
自動貼片機
本貼片設(shè)備適合1-3寸產(chǎn)品偏光片的貼附。
2.1 貼片目的
同上大尺寸貼片機。
2.2 貼片原理
同上大尺寸貼片機。
2.3 貼片設(shè)備構(gòu)成和主要性能指標(biāo)
布局圖:
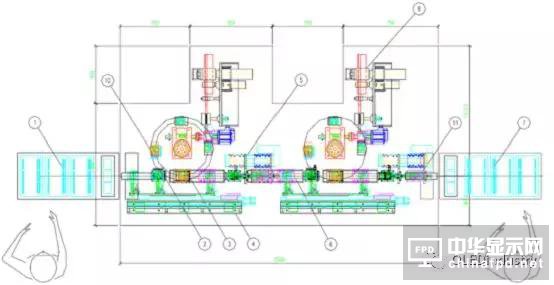
① Loading System (Cassette) ② Panel Centering
③ Attach Table ④ Panel Transfer – 3 Head
⑤ Turn Over ⑥ Panel Transfer – 1 Head
⑦ Panel Unloading Unit ⑧ POL Peeling Unit
⑨ POL Set Table ⑩ POL Centering
⑪ Unloading System (Cassette)
工藝流程圖:
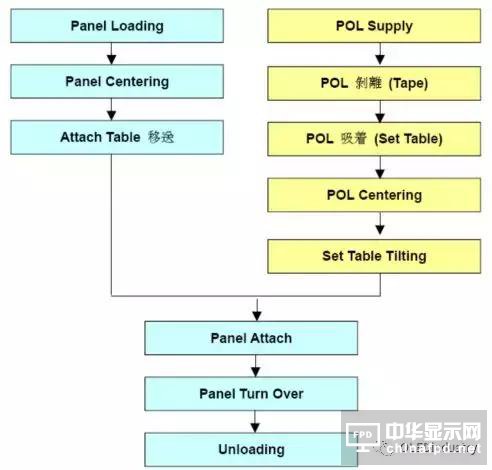
翻轉(zhuǎn)后,貼附另一面,工藝流程相同。
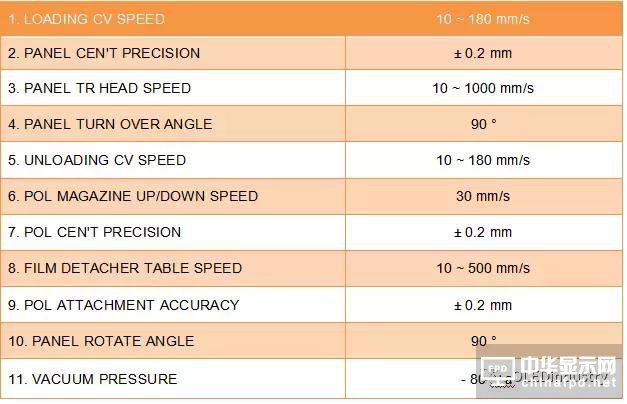
主要性能指標(biāo):
|
Face |
1. LOADING CV SPEED |
10 ~ 180 mm/s |
|
2. PANEL CEN'T PRECISION |
± 0.2 mm |
|
|
3. PANEL TR HEAD SPEED |
10 ~ 1000 mm/s |
|
|
4. PANEL TURN OVER ANGLE |
90 ° |
|
|
5. UNLOADING CV SPEED |
10 ~ 180 mm/s |
|
|
6. POL MAGAZINE UP/DOWN SPEED |
30 mm/s |
|
|
7. POL CEN'T PRECISION |
± 0.2 mm |
|
|
8. FILM DETACHER TABLE SPEED |
10 ~ 500 mm/s |
|
|
9. POL ATTACHMENT ACCURACY |
± 0.2 mm |
|
|
10. PANEL ROTATE ANGLE |
90 ° |
|
|
Back |
1. LOADING CV SPEED |
10 ~ 180 mm/s |
|
2. PANEL CEN'T PRECISION |
± 0.2 mm |
|
|
3. PANEL TR HEAD SPEED |
10 ~ 1000 mm/s |
|
|
4. PANEL TURN OVER ANGLE |
90 ° |
|
|
5. UNLOADING CV SPEED |
10 ~ 180 mm/s |
|
|
6. POL MAGAZINE UP/DOWN SPEED |
30 mm/s |
|
|
7. POL CEN'T PRECISION |
± 0.2 mm |
|
|
8. FILM DETACHER TABLE SPEED |
10 ~ 500 mm/s |
|
|
9. POL ATTACHMENT ACCURACY |
± 0.2 mm |
|
|
10. PANEL ROTATE ANGLE |
90 ° |
|
|
Other |
1. VACUUM PRESSURE |
- 80 kpa |
貼片返工介紹
偏光片返工目的
將不良品panel表面的偏光片剝離后,通過液晶面板偏光片返工機將新的偏光片貼在panel上。
主要組成
返工線主要由Peeling機臺和偏貼機臺組成,其中不良品分類,panel 表面清潔主要是人力手工進行。
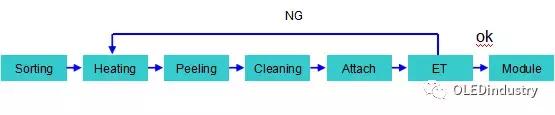
返工線流程
加壓消泡介紹
加壓消泡目的
貼片完成后,偏光片和玻璃基板之間有微小氣泡,需要利用設(shè)備消除小氣泡,同時可以增加其之間的粘附性。
加壓消泡目的
加壓消泡原理
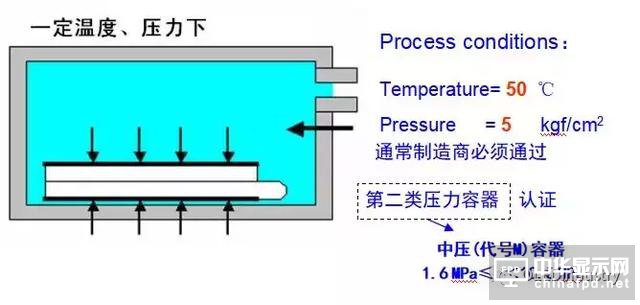
將貼片后的玻璃基板放入密閉的環(huán)境(通常是鍋爐狀腔體),利用高壓(5 kgf/cm2)配合一定的溫度(50度左右),維持一定的時間(20-40分鐘),這樣就可以消除小氣泡,同時可以增玻璃面板與偏光片間的粘附性。
加壓消泡設(shè)備構(gòu)成和主要性能指標(biāo):
加壓消泡機主要由作用室、加熱部分、控制部分組成。
工藝時間設(shè)定:0 ~ 99小時59分鐘,可調(diào)
工藝溫度設(shè)定:室溫到100℃,可調(diào)
工藝壓力設(shè)定:0 ~ 10 kgf/cm2, 可調(diào)
溫度分布:在50°C時±3°C以內(nèi)(當(dāng)溫度穩(wěn)定時)
升壓速度(從0升到5kg/cm2):最快在5分鐘以內(nèi)
排氣速度(從5降到0kg/cm2):小于5分鐘
升溫速度(從室溫升到50°C,且穩(wěn)定):最快在5分鐘以內(nèi)
安全功能:自動門(下限壓力設(shè)定以確保開門安全),主斷電器,自動斷電器,過熱保護,過壓保護,短路保險絲,溫度保險絲,安全閥,緊急停止開關(guān)
加壓消泡主要工藝參數(shù)和工藝質(zhì)量評價
主要工藝參數(shù)有:加壓壓力、加壓時間、保持時間,通常的流程如下:
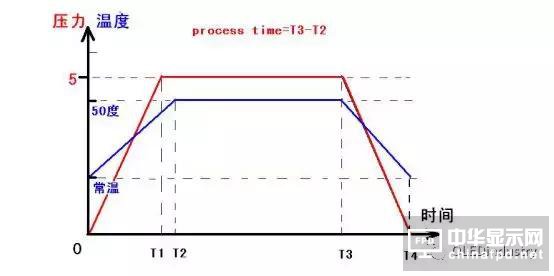
加壓消泡處理示意圖
通常設(shè)置:
壓力=5 kgf/cm2
溫度=50度
時間=20~40分鐘
工藝質(zhì)量,視消泡效果,可以適當(dāng)調(diào)節(jié)處理時間、溫度、壓力,以保證小氣泡能完全被消除。

關(guān)注我們

公眾號:china_tp
微信名稱:亞威資訊
顯示行業(yè)頂級新媒體
掃一掃即可關(guān)注我們
產(chǎn)品供求| 雜志期刊| 協(xié)會服務(wù)| 專題集| 關(guān)于我們|網(wǎng)站地圖|版權(quán)聲明| 廣告服務(wù)
Copyright © 2018 深圳市美嘉投資有限公司. All Rights Reserved 版權(quán)所有 粵ICP備12048185號-1
中華顯示網(wǎng)所載文章、數(shù)據(jù)僅供參考,使用前務(wù)請仔細(xì)閱讀法律聲明,風(fēng)險自負(fù)。


媒體合作:0755-86149081 廣告咨詢:0755-86149131 Email:314106127@qq.com